(1)选材。采用金属材料制造齿轮不仅工序繁多、加工复杂、周期长,而且制件重、工作时需要润滑。而塑料双齿轮不仅具有质量轻、耐腐蚀性好、耐磨性优良、自润滑性能好、不需另加润滑油等特点,而且一次成型工艺简便、成本低。聚甲醛和聚酰胺的摩擦系数低、耐磨性好,都可用于制造齿轮,但聚酰胺的高吸湿性会引起尺寸变化,影响齿轮精度。聚甲醛的尺寸稳定性极好很适合制造小模数齿轮。双齿轮模数为0.4mm,属于小模数齿轮,因此选用聚甲醛(聚甲醛M120)作为制作材料。
(2)主要设备。SZ68/40型注射机,塑料注射模,101-3型电热鼓风箱。
(3)制备工艺。双齿轮选用聚甲醛注射模塑成型。其制作工艺流程如下所示。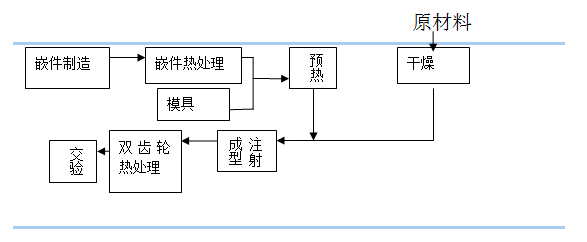
关键工序控制如下。
①嵌件热处理。该双齿轮所用的组合金属嵌件中尺寸[敏感词] 的嵌件是用板材冷冲而成的。若不进行热处理,其内部会存在很大的内应力,在比齿轮成型和使用过程中内应力释放会引起变形而影响精度,严重时会引起制件开裂。所以在嵌件成型后必须对嵌件进行热处理,以消除嵌件的内应力。
②嵌件预热。预热金属嵌件的目的在于减少金属与塑料冷却时由于二者线膨胀系数的不同在嵌伯周围产生的收缩应力,尤其是加工过程中易产生内应力的塑料(如PS、PC、PSU和PPO等)制件或嵌件尺寸较大时必须预热嵌件,聚甲醛虽说不属易产生内应力的塑料,但该齿轮的嵌件尺寸较大,故必须对嵌件进行预热。预热温度一般为120~130℃,预热时间一般为20~30min。
③原材料干燥。由于聚甲醛的吸湿性很低,且对成型工艺的影响也小,一般情况下可以不干燥。若造粒是浸水冷却或其他原因使树脂沾有水分时就需要干燥,干燥可在普通烘箱中进行,在110~120℃下烘3~4h即可。
① 注射成型。表5-24列出聚甲醛双齿轮注射成型的主要工艺条件。
表5-24 聚甲醛双齿轮注射成型的主要工艺条件
|
项 目 |
数 值 |
项 目 |
数 值 |
|
料筒前段温度/℃ |
190~200 |
注射压力(表压)/MPa |
8~9 |
|
料筒后段温度/℃ |
160~170 |
注射时间/s |
20~30 |
|
模具温度/℃ |
90~110 |
保压时间/s |
50~60 |
聚甲醛在熔融状态下的流变特性为非牛顿型流体,在成型加工过程中,要降低熔体黏度,增加其流动性,调节压力(增加剪切力)比提高温度有效得多。另外聚甲醛的热稳定性差,为了增大流动性而提高温度不仅效果差,而且还会引起热降解,使制件变色和产生气泡,影响产品性能。因此成型时宜采用提高成型压力的办法来改善熔体的流动性。
聚甲醛熔程较窄,固化速度也很快,成型收缩率较大,影响尺寸精度,因此一定要进行保压补料。同时由于聚甲醛易结晶且结晶速度快,为了使其充模完整,模具必须预热,并保持一定的温度。
⑤制品热处理。为了提高制品的尺寸稳定性和减小内应力,需将制品在130℃下热处理3~4h,然后缓冷到室温。如不进行热处理,在室温放置过程中随着结晶度慢慢提高,制品会产生较大的收缩。制品的热处理,既可消除一些内应力,又可减小制品的后收缩。特别是对于有金属嵌件的制品中,由于塑料和金属的线膨胀系数不同,制件内残存有较大的内应力,故必须对制品进行热处理。
(4)注意事项。
①小模数塑料齿轮宜采用聚甲醛制造。
②金属嵌件加工后需进行热处理以消除其内应力。
③双齿轮成型前应对嵌件进行预热,以防止塑料件内产生内应力而引起变形,甚至开裂。
④聚甲醛双齿轮成型后应进行热处理,以消除其内应力。
